














 530-531 / 568
530-531 / 568

סהר אברהם
דב : מנחה
נרדימון
: לקוח
צינומטל
מ"בע
הנדסת תעשייה וניהול
שיפור קו הייצור במפעל
צינומטל
מ"בע
בעיות מרכזיות במצב הקיים
•
ייצור לא רציף
בקווים
•
ריבוי תקלות במכונות הייצור
•
הציוד במפעל מיושן
•
זמן בטלה רב של עובדים
•
השינוע מסורבל ומצריך זמן יקר
דרישות עיקריות מהפרויקט
•
הגדלת התפוקה בקווים
•
בדיקת כדאיות הכנסת ציוד חדש
•
מזעור
עלויות ומרחקי שינוע
במפעל
תוצרי
הפרויקט
יצור רציף
-
תהליך עבודה יעיל יותר לאחר השמת התוף האופקי
•
שיפור
המצב הקיים
בקו יצור
2-
באמצעות מזעור
עלויות
. שינוע
תוצאות
הפרויקט
•
באמצעות
הרתכת
, החדשה
נגדיל את איכות הריתוך של המוצר הסופי והוכחנו
כי קיימת יכולת
לקצר את זמן העבודה ב
-
1.6
שעות
למשמרת
.
•
עבודה עם תוף אופקי מביא לייצור רציף
,
מקצר את זמן העבודה ב
-
1.24
. שעות
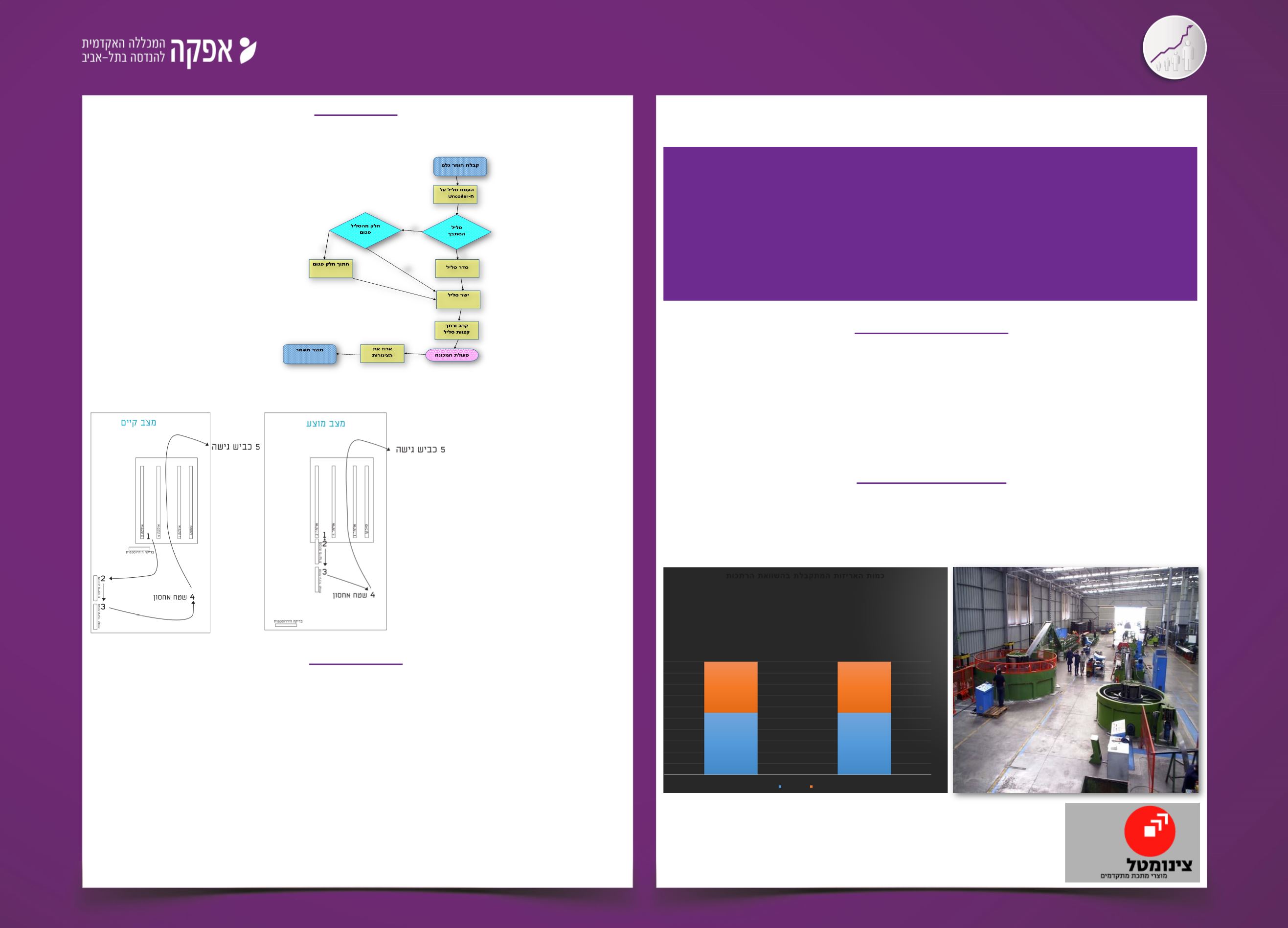
•
מהכנסתן של המכונות החדשות
,
ניתן להגדיל את כמות האריזות למשמרת מ
-
11
-ל
14.
•
תקופת
החזר ההשקעה
(
ROI
)
הלא מהוונת ותקופת ההחזר המהוונת לוקחת
שנה אחת
בלבד
לרתכת
החדשה ולתוף האופקי
.
•
צמצום עלויות שינוע במערך הייצור
,
הביא לחסכון
של שנתי
52,036
₪
למשרת מלגזן ולחסכון
בתפעול
מלגזה
של
24,890
₪
.
החברה
עוסקת
בייצור
ובשיווק
מוצרי של רחב מגוון
מתכת
לשוק
, הבנייה
התעשייה
והחקלאות
. בישראל
טרתמ
הפרויקט
הינה
לשפר
את
תהליך
העבודה
במפעל
בקווי
. היצור
,כן כמו
איתור
הגורמים
המעכבים
את
התהליך
, היצור בקו
צמצום
עלויות
הקשורות
בו
והגדלת
הרווחיות
של
המפעל
מהמכונות
בפסי
. הייצור
כן
לא
לא
כן
14.191
3505.1
11.677
2884.32
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
- תפוקה ל
91
' יח
לאריזה בקו ליום
- תפוקה ל
91
' יח
לאריזה בקו לשנה
כמות
האריזות
המתקבלת בהשוואת הרתכות
רתכת ישנה רתכת חדשה
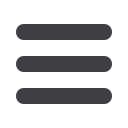
לאחר סיום האריזה
,
במקום
לשנע את הצינורות
באמצעות מלגזה לעמדות
2
-ו
3 ,
נעביר את
המיישרת והמכונה
לעיבוד קצוות שיהיו
בהמשך הקו ואת המכונה
לבדיקה
הידרוסטטית שאינה
חלק אינטגרלי מהתהליך
,
נעביר לסוף
. המתחם